-
1 технологическая задача
Большой русско-немецкий полетехнический словарь > технологическая задача
-
2 технологическая задача
Универсальный русско-немецкий словарь > технологическая задача
-
3 технологическая задача
( при программировании) BearbeitungsdefinitionRussian-german polytechnic dictionary > технологическая задача
-
4 технологическая задача сварки
Универсальный русско-немецкий словарь > технологическая задача сварки
-
5 автоматизированная технологическая подготовка производства
автоматизированная технологическая подготовка производства
(планирование технологических процессов)
Используется для обозначения программных инструментов, применяемых на стыке систем автоматизированного проектирования (см. CAD) и производства (см. CAM). Задача технологической подготовки - по заданной CAD-модели изделия составить план его производства, называемый операционной или маршрутной картой. Данный план содержит указания о последовательности технологических и сборочных операций, используемых станках и инструментах и проч. Технологическая подготовка производства всегда осуществляется по имеющейся базе данных типовых техпроцессов, применяемых на конкретном предприятии. Различают два подхода к автоматизированной технологической подготовке - модифицированный (вариантный) и генеративный. При модифицированном подходе задача CAPP-системы состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.). При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.
[ http://www.morepc.ru/dict/]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > автоматизированная технологическая подготовка производства
-
6 Aufgabe
fзадачаschweißtechnische Aufgabe - сварочнотехни" ческая задача
Russisch-Deutsches worterbuch der schweß-und lottechnik > Aufgabe
-
7 Bearbeitungsdefinition
сущ.Универсальный немецко-русский словарь > Bearbeitungsdefinition
-
8 technologisches Problem
прил.Универсальный немецко-русский словарь > technologisches Problem
-
9 Bearbeitungsdefinition
Deutsch-Russische Wörterbuch polytechnischen > Bearbeitungsdefinition
-
10 schweißtechnologische Aufgabe
прил.Универсальный немецко-русский словарь > schweißtechnologische Aufgabe
-
11 Bearbeitungsdefinition
f технологическая задача ж. (при программировании) выч.Neue große deutsch-russische Wörterbuch Polytechnic > Bearbeitungsdefinition
-
12 CAPP
автоматизированная технологическая подготовка производства
(планирование технологических процессов)
Используется для обозначения программных инструментов, применяемых на стыке систем автоматизированного проектирования (см. CAD) и производства (см. CAM). Задача технологической подготовки - по заданной CAD-модели изделия составить план его производства, называемый операционной или маршрутной картой. Данный план содержит указания о последовательности технологических и сборочных операций, используемых станках и инструментах и проч. Технологическая подготовка производства всегда осуществляется по имеющейся базе данных типовых техпроцессов, применяемых на конкретном предприятии. Различают два подхода к автоматизированной технологической подготовке - модифицированный (вариантный) и генеративный. При модифицированном подходе задача CAPP-системы состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.). При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.
[ http://www.morepc.ru/dict/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > CAPP
-
13 Computer-Aided Process Planning
автоматизированная технологическая подготовка производства
(планирование технологических процессов)
Используется для обозначения программных инструментов, применяемых на стыке систем автоматизированного проектирования (см. CAD) и производства (см. CAM). Задача технологической подготовки - по заданной CAD-модели изделия составить план его производства, называемый операционной или маршрутной картой. Данный план содержит указания о последовательности технологических и сборочных операций, используемых станках и инструментах и проч. Технологическая подготовка производства всегда осуществляется по имеющейся базе данных типовых техпроцессов, применяемых на конкретном предприятии. Различают два подхода к автоматизированной технологической подготовке - модифицированный (вариантный) и генеративный. При модифицированном подходе задача CAPP-системы состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.). При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.
[ http://www.morepc.ru/dict/]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > Computer-Aided Process Planning
-
14 система рецептурного управления технологическим процессом
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.
Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.
Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
Русско-английский словарь нормативно-технической терминологии > система рецептурного управления технологическим процессом
-
15 batch
- шихта (в огнеупорах)
- система рецептурного управления технологическим процессом
- серия
- периодического действия
- партия
- замес
- загрузка сырья
загрузка сырья
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
замес
Объём бетонной смеси, получаемый из барабана бетоносмесителя за один цикл перемешивания
[Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)]Тематики
EN
DE
FR
периодического действия
—
[ http://slovarionline.ru/anglo_russkiy_slovar_neftegazovoy_promyishlennosti/]Тематики
EN
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
шихта
Смесь различных компонентов, предназначенная для приготовления формовочной огнеупорной массы, шликера или расплава.
[ ГОСТ Р 52918-2008]Тематики
EN
3.1 партия (batch); (загрузка): Количество идентичных крепежных изделий из одной производственной партии, обрабатываемых совместно в одно время.
Источник: ГОСТ Р ИСО 4042-2009: Изделия крепежные. Электролитические покрытия оригинал документа
1.5.7 партия (batch): Совокупность ламп одного типа, одновременно предъявленных для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52706-2007: Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения. Эксплуатационные требования оригинал документа
3.6 серия (batch): Определенный набор изделий (деталей), подвергнутых воздействию в качестве единой группы, при этом воздействие имеет одинаковый характер и происходит на протяжении определенного промежутка времени на одной и той же установке.
Примечание - Степень охрупчивания представляет собой функцию концентрации водорода для конкретных изделий данной серии, измеряемой в миллионных долях (млн-1 или ррт); конкретно, это количество водорода, который сохраняет мобильность или свободно мигрирует в зоны высокой концентрации напряжения.
Источник: ГОСТ Р 9.915-2010: Единая система защиты от коррозии и старения. Металлы, сплавы, покрытия, изделия. Методы испытаний на водородное охрупчивание оригинал документа
1.3.10 партия (batch): Совокупность ламп одной категории, одновременно предъявляемых для испытания на соответствие требованиям настоящего стандарта.
Источник: ГОСТ Р 52712-2007: Требования безопасности для ламп накаливания. Часть 1. Лампы накаливания вольфрамовые для бытового и аналогичного общего освещения оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
Источник: ГОСТ Р ИСО 2531-2008: Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водо- и газоснабжения. Технические условия оригинал документа
3.1 партия (batch): Совокупность изделий, изготовленных в течение одной операции, имеющих одинаковые свойства и отмеченных единым идентификатором или обозначением.
Источник: ГОСТ Р ИСО 9934-2-2011: Контроль неразрушающий. Магнитопорошковый метод. Часть 2. Дефектоскопические материалы оригинал документа
3.21 партия (batch): Количество элементов, из которого можно выбрать образец для испытания в процессе производства.
3.3 партия (batch): Количество материала, рассматриваемое в качестве единичного элемента и имеющее уникальный ссылочный индекс.
Источник: ГОСТ Р 54259-2010: Ресурсосбережение. Обращение с отходами. Стандартное руководство по сокращению количества отходов, восстановлению ресурсов и использованию утилизированных полимерных материалов и продуктов оригинал документа
Англо-русский словарь нормативно-технической терминологии > batch
-
16 batch management solution
система рецептурного управления технологическим процессом
-
[Интент]Вообще, batch-процесс – это вид технологического процесса, который иногда противопоставляют непрерывному процессу. Иногда batch-процессы называют рецептурными процессами (или просто рецептами); эту терминологию мы и будем в дальнейшем использовать. Слово “batch” еще можно перевести как “партия продукции”, и это тоже относится к затрагиваемой теме, так как в результате рецептурного процесса производится партия продукции. Ладно, хватит путаницы – теперь по делу.
Раньше мы рассматривали технологические процессы, которые идут непрерывно в течение 24 часов в день, 7 дней в неделю, 365 дней в году. Хотя, на самом деле, раз в году делают плановый останов на несколько дней для выполнения ремонтных и других работ, но это происходит строго в соответствии с планом, и этому предшествуют значительные подготовительные работы. В другое же время остановка производства – это “чрезвычайное” происшествие. При этом отдельно взятая технологическая установка принимает участие в производстве одного вида продукции, а сам процесс идет по фиксированной технологической цепочке с неизменными настройками (уставками). Короче, все скучно, однообразно и весьма предсказуемо.
А теперь представим гипотетический пищевой цех по производству сока. При этом цех может производить несколько видов сока: яблочный, вишневый и апельсиновый, т.е. 3 вида продукции. Пусть сок производится из концентрированного сока в специальной емкости с мешалкой, где он тщательно смешивается с водой, а потом пастеризуется и идет на розлив (пакетирование).
Имеет ли смысл ставить для производства этих трех видов сока три производственные линии (по одной линии на каждый вид сока)? Было бы круто, но чрезвычайно дорого. Выход – использовать одну и ту же линию для выпуска разных видов продукции. При этом понятно, что и технологические параметры для производства различных соков будут заметно друг от друга отличаться. Например, вишневый концентрат нужно смешивать с водой гораздо дольше, чем яблочный, но пастеризовать его надо при меньшей температуре (я на самом деле этого не знаю - чисто предположение:)
Набор технологических параметров для производства определенного вида продукции называется рецептом (recipe). В нашем примере для сока это может быть: соотношение вода/концентрат, длительность и температура смешивания; температура пастеризации + другие параметры. В общем случае, рецепт также может содержать последовательность технологических операций, которые для различных видов продукции могут быть, строго говоря, разными. Хотя на практике, как правило, рецепт не подразумевает различающиеся технологические операции, а содержит всего лишь массив технологических уставок для того или иного продукта.Рис. 1. Иллюстрация рецептурного управления на примере производства различных видов сока
Это все напоминает процесс приготовления еды на кухне, где мы оттачиваем рецепты разных блюд, но при этом используем одни и те же орудия (кастрюли, ножи, разделочные доски, плиту и т.д.)
Теперь попробуем дать характеристику batch-процессу:
1. На выходе несколько видов продукции.
2. При производстве разных видов продукции задействуется одно и то же технологическое оборудование.
3. Имеется множество рецептов.
4. Производство по “партиям”, которое может быть относительно легко и без последствий остановлено после завершения партии, а потом возобновлено.
Автоматизированное управление batch-процессом называется рецептурным управлением (batch control, или recipe control). Этот вид управления несколько специфичен, и требует от системы управления некоторой смекалки. Конечно, можно использовать для задач рецептурного управления обычные программные блоки, подходящие для управления непрерывным процессом, НО на практике это приводит к огромным трудностям (=головной боли) при попытке все это реализовать, используя стандартные подходы программирования. Поэтому многие производители АСУ ТП разработали специализированные batch-модули, которые адаптированы именно под рецептурные процессы. Эти модули могут выполняться на уровне ПЛК или на выделенном сервере batch. Иногда эти сервера, к тому же, резервируются. Также batch-модули дополняются специализированной средой разработки batch-программ, что сильно облегчает жизнь инженера.
На рисунке ниже в качестве примера приведена конфигурация верхнего уровня АСУ ТП SIMATIC PCS 7, оснащенной выделенным сервером batch.Рис. 2. Структурная схема АСУ ТП с выделенным сервером batch
Перечислим основные обязанности системы batch-управления:
1. Ну, собственно, самая главная задача – хранение/загрузка рецептов и их выполнение в режиме реального времени ( batch process management).
2. Отслеживание, не занята ли технологическая установка выполнением другого рецепта. Если занята, то выделяется другая аналогичная установка для выполнения данного рецепта ( process unit allocation).
3. Формирование отчетов об изготовление партии продукции в задаваемой пользователем форме. Причем, требуются отчеты с возможностью отслеживания истории (ретроспективы) “прогона” партии по технологической цепочке ( reporting and batch tracking).
4. Расчет различных показателей эффективности производства, как, например: удельного времени простоя (в %), производительности (в л/c) технологической установки или полного времени изготовления партии продукции (в мин).
5. Планирование изготовления партий, что фактически подразумевает составление производственного расписания. Ну, это на самом деле ни одна система в полном объеме пока не реализует ( batch planning).
И еще несколько слов.
Как правило, пакет batch состоит из двух частей – операторской (клиентской) и исполняемой. Клиентская часть устанавливается на АРМы и всего лишь обеспечивает удобный операторский интерфейс. Клиентская часть, как правило, органично вписывается в общую операторскую среду, и работа с ней идет непосредственно из мнемосхем.
Исполняемая часть – это костяк системы. Именно она ответственна за автоматизированное выполнение задач рецептурного управления, описанных выше. Исполняемая часть прогружается в специальные серверы batch или в обычные ПЛК в зависимости от архитектуры АСУ ТП.
И еще. Существует международный стандарт ISA-88, специфицирующий batch-процессы, определяющий модель и философию рецептурного управления, а также стандартизирующий соответствующую терминологию. Документ тяжеловесный, и посему прочитан полностью мной не был. Тем не менее, в следующей части я попытаюсь более детально описать рецептурные системы с привязкой именно к стандарту ISA-88.[ http://kazanets.narod.ru/Batch_P1.htm]
Тематики
EN
Англо-русский словарь нормативно-технической терминологии > batch management solution
-
17 DP
- процессор для обработки данных
- проект предложения
- приоритет при отбрасывании
- предварительное сообщение
- порт пункта назначения
- перепад давлений
- обработка данных
- импульс набора номера
- дистанционная защита
- динамическое программирование
- выявленный загрязнитель воздуха, не имеющий установленных норм по предельно-допустимой концентрации
выявленный загрязнитель воздуха, не имеющий установленных норм по предельно-допустимой концентрации
—
[А.С.Гольдберг. Англо-русский энергетический словарь. 2006 г.]Тематики
EN
динамическое программирование
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]
динамическое программирование
Раздел математического программирования, совокупность приемов, позволяющих находить оптимальные решения, основанные на вычислении последствий каждого решения и выработке оптимальной стратегии для последующих решений. Процессы принятия решений, которые строятся по такому принципу, называются многошаговыми процессами. Математически оптимизационная задача строится в Д. п. с помощью таких соотношений, которые последовательно связаны между собой: например, полученный результат для одного года вводится в уравнение для следующего (или, наоборот, для предыдущего), и т.д. Таким образом, можно получить на вычислительной машине результаты решения задачи для любого избранного момента времени и «следовать» дальше. Д.п. применяется не обязательно для задач, связанных с течением времени. Многошаговым может быть и процесс решения вполне «статической» задачи. Таковы, например, некоторые задачи распределения ресурсов. Общим для задач Д.п. является то, что переменные в модели рассматриваются не вместе, а последовательно, одна за другой. Иными словами, строится такая вычислительная схема, когда вместо одной задачи со многими переменными строится много задач с малым числом (обычно даже одной) переменных в каждой. Это значительно сокращает объем вычислений. Однако такое преимущество достигается лишь при двух условиях: когда критерий оптимальности аддитивен, т.е. общее оптимальное решение является суммой оптимальных решений каждого шага, и когда будущие результаты не зависят от предыстории того состояния системы, при котором принимается решение. Все это вытекает из принципа оптимальности Беллмана (см. Беллмана принцип оптимальности), лежащего в основе теории Д.п. Из него же вытекает основной прием — нахождение правил доминирования, на основе которых на каждом шаге производится сравнение вариантов будущего развития и заблаговременное отсеивание заведомо бесперспективных вариантов. Когда эти правила обращаются в формулы, однозначно определяющие элементы последовательности один за другим, их называют разрешающими правилами. Процесс решения при этом складывается из двух этапов. На первом он ведется «с конца»: для каждого из различных предположений о том, чем кончился предпоследний шаг, находится условное оптимальное управление на последнем шаге, т.е. управление, которое надо применить, если предпоследний шаг закончился определенным образом. Такая процедура проводится до самого начала, а затем — второй раз — выполняется от начала к концу, в результате чего находятся уже не условные, а действительно оптимальные шаговые управления на всех шагах операции (см. пример в статье Дерево решений). Несмотря на выигрыш в сокращении вычислений при использовании подобных методов по сравнению с простым перебором возможных вариантов, их объем остается очень большим. Поэтому размерность практических задач Д.п. всегда незначительна, что ограничивает его применение. Можно выделить два наиболее общих класса задач, к которым в принципе мог бы быть применим этот метод, если бы не «проклятие размерности». (На самом деле на таких задачах, взятых в крайне упрощенном виде, пока удается лишь демонстрировать общие основы метода и анализировать экономико-математические модели). Первый — задачи планирования деятельности экономического объекта (предприятия, отрасли и т.п.) с учетом изменения потребности в производимой продукции во времени. Второй класс задач — оптимальное распределение ресурсов между различными направлениями во времени. Сюда можно отнести, в частности, такую интересную задачу: как распределить урожай зерна каждого года на питание и на семена, чтобы в сумме за ряд лет получить наибольшее количество хлеба?
[ http://slovar-lopatnikov.ru/]Тематики
EN
дистанционная защита
-
[В.А.Семенов Англо-русский словарь по релейной защите]
дистанционная защита
Защита с относительной селективностью, срабатывание и селективность которой зависят от измерения в месте ее установки электрических величин, по которым путем сравнения с уставками зон оценивается эквивалентная удаленность повреждения
[Разработка типовых структурных схем микропроцессорных устройств РЗА на объектах ОАО "ФКС ЕЭС". Пояснительная записка. Новосибирск 2006 г.]
дистанционная защита
Защита, чье действие и селективность основаны на локальном измерении электрических величин, по которым рассчитываются эквивалентные расстояния до места повреждения в пределах установленных зон.
[ http://docs.cntd.ru/document/1200069370]
дистанционная защита
Защита, принцип действия и селективность которой основаны на измерении в месте установки защиты электрических величин, характеризующих повреждение, и сравнении их с уставками зон.
[Циглер Г. Цифровая дистанционная защита: принципы и применение. М.: Энергоиздат. 2005]EN
distance protection
distance relay (US)
a non-unit protection whose operation and selectivity depend on local measurement of electrical quantities from which the equivalent distance to the fault is evaluated by comparing with zone settings
[IEV ref 448-14-01]FR
protection de distance
protection à sélectivité relative de section dont le fonctionnement et la sélectivité dépendent de la mesure locale de grandeurs électriques à partir desquelles la distance équivalente du défaut est évaluée par comparaison avec des réglages de zones
[IEV ref 448-14-01]Дистанционные защиты применяются в сетях сложной конфигурации, где по соображениям быстродействия и чувствительности не могут использоваться более простые максимальные токовые и токовые направленные защиты.
Дистанционной защитой определяется сопротивление (или расстояние - дистанция) до места КЗ, и в зависимости от этого защита срабатывает с меньшей или большей выдержкой времени. Следует уточнить, что современные дистанционные защиты, обладающие ступенчатыми характеристиками времени, не измеряют каждый раз при КЗ значение указанного выше сопротивления на зажимах измерительного органа и не устанавливают в зависимости от этого большую или меньшую выдержку времени, а всего лишь контролируют зону, в которой произошло повреждение. Время срабатывания защиты при КЗ в любой точке рассматриваемой зоны остается неизменным. Каждая защита выполняется многоступенчатой, причем при КЗ в первой зоне, охватывающей 80-85% длины защищаемой линии, время срабатывания защиты не более 0,15 с. Для второй зоны, выходящей за пределы защищаемой линии, выдержка времени на ступень выше и колеблется в пределах 0,4-0,6 с. При КЗ в третьей зоне выдержка времени еще более увеличивается и выбирается так же, как и для направленных токовых защит.
На рис. 7.15 показан участок сети с двухсторонним питанием и приведены согласованные характеристики выдержек времени дистанционных защит (ДЗ). При КЗ, например, в точке К1 - первой зоне действия защит ДЗ3 и ДЗ4 - они сработают с минимальным временем соответственно t I3 и t I4. Защиты ДЗ1 и ДЗ6 также придут в действие, но для них повреждение будет находиться в III зоне, и они могут сработать как резервные с временем t III1 и t III6 только в случае отказа в отключении линии БВ собственными защитами.
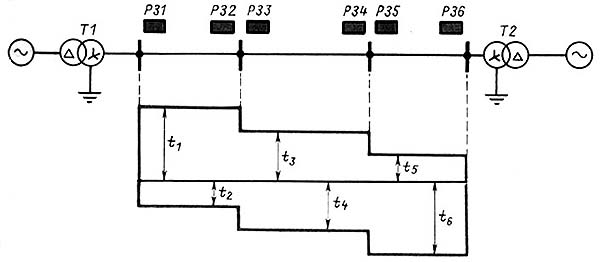
Рис. 7.14. Размещение токовых направленных защит нулевой последовательности на участке сетей и характеристики выдержек времени защит:
Р31-Р36 - комплекты токовых направленных защит нулевой последовательности
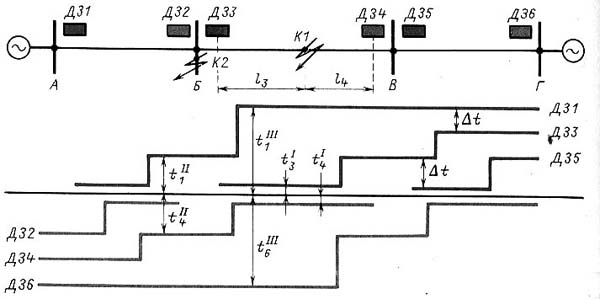
Рис. 7.15. Защита участка сети дистанционными защитами и характеристики выдержек времени этих защит:
ДЗ1-ДЗ6 - комплекты дистанционных защит; l3 и l4 - расстояния от мест установки защит до места повреждения
При КЗ в точке К2 (шины Б) оно устраняется действием защит ДЗ1 и ДЗ4 с временем t II1 и t II4.
Дистанционная защита - сложная защита, состоящая из ряда элементов (органов), каждый из которых выполняет определенную функцию. На рис. 7.16 представлена упрощенная схема дистанционной защиты со ступенчатой характеристикой выдержки времени. Схема имеет пусковой и дистанционный органы, а также органы направления и выдержки времени.
Пусковой орган ПО выполняет функцию отстройки защиты от нормального режима работы и пускает ее в момент возникновения КЗ. В качестве такого органа в рассматриваемой схеме применено реле сопротивления, реагирующее на ток I р и напряжение U p на зажимах реле.
Дистанционные (или измерительные) органы ДО1 и ДО2 устанавливают меру удаленности места КЗ.
Каждый из них выполнен при помощи реле сопротивления, которое срабатывает при КЗ, если
где Z p - сопротивление на зажимах реле; Z - сопротивление защищаемой линии длиной 1 км; l - длина участка линии до места КЗ, км; Z cp - сопротивление срабатывания реле.
Из приведенного соотношения видно, что сопротивление на зажимах реле Z p пропорционально расстоянию l до места КЗ.
Органы выдержки времени ОВ2 и ОВ3 создают выдержку времени, с которой защита действует на отключение линии при КЗ во второй и третьей зонах. Орган направления OHM разрешает работу защиты при направлении мощности КЗ от шин в линию.
В схеме предусмотрена блокировка БН, выводящая защиту из действия при повреждениях цепей напряжения, питающих защиту. Дело в том, что если при повреждении цепей напряжение на зажимах защиты Uр=0, то Zp=0. Это означает, что и пусковой, и дистанционный органы могут сработать неправильно. Для предотвращения отключения линии при появлении неисправности в цепях напряжения блокировка снимает с защиты постоянный ток и подает сигнал о неисправности цепей напряжения. Оперативный персонал в этом случае обязан быстро восстановить нормальное напряжение на защите. Если по какой-либо причине это не удается выполнить, защиту следует вывести из действия переводом накладки в положение "Отключено".
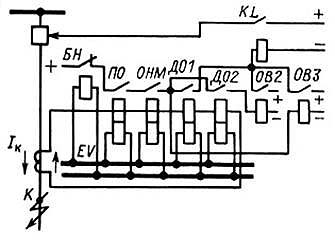
Рис. 7.16. Принципиальная схема дистанционной защиты со ступенчатой характеристикой выдержки времени
Работа защиты.
При КЗ на линии срабатывают реле пускового органа ПО и реле органа направления OHM. Через контакты этих реле плюс постоянного тока поступит на контакты дистанционных органов и на обмотку реле времени третьей зоны ОВ3 и приведет его в действие. Если КЗ находится в первой зоне, дистанционный орган ДО1 замкнет свои контакты и пошлет импульс на отключение выключателя без выдержки времени. При КЗ во второй зоне ДО1 работать не будет, так как значение сопротивления на зажимах его реле будет больше значения сопротивления срабатывания. В этом случае сработает дистанционный орган второй зоны ДО2, который запустит реле времени ОВ2. По истечении выдержки времени второй зоны от реле ОВ2 поступит импульс на отключение линии. Если КЗ произойдет в третьей зоне, дистанционные органы ДО1 и ДО2 работать не будут, так как значения сопротивления на их зажимах больше значений сопротивлений срабатывания. Реле времени ОВ3, запущенное в момент возникновения КЗ контактами реле OHM, доработает и по истечении выдержки времени третьей зоны пошлет импульс на отключение выключателя линии. Дистанционный орган для третьей зоны защиты, как правило, не устанавливается.
В комплекты дистанционных защит входят также устройства, предотвращающие срабатывание защит при качаниях в системе.
[ http://leg.co.ua/knigi/raznoe/obsluzhivanie-ustroystv-releynoy-zaschity-i-avtomatiki-4.html]
Тематики
Синонимы
EN
DE
- Distanzschutz, m
FR
импульс набора номера
—
[Л.Г.Суменко. Англо-русский словарь по информационным технологиям. М.: ГП ЦНИИС, 2003.]Тематики
EN
обработка данных
Систематическое осуществление операций над данными.
[ИСО/МЭК 2382-1]
[ ГОСТ Р 52292-2004]
обработка данных
Технологическая операция, в результате которой изменяет свое значение хотя бы один из показателей, характеризующих состояние данных (объем данных при этом не изменяется).
[ ГОСТ Р 51170-98]
обработка данных
- Любое преобразование данных при решении конкретной задачи.
- Работа, выполняемая компьютером.
[ http://www.morepc.ru/dict/]
обработка данных
Процесс приведения данных к виду, удобному для использования. Независимо от вида информации, которая должна быть получена, и типа оборудования любая система О.д. выполняет три основные группы операций: подбор исходных, входных данных (см. Сбор данных), собственно их обработку (в процессе которой система оперирует промежуточными данными), получение и анализ результатов, т.е. выходных данных). Выполняет ли эти операции человек или машина (см. Автоматизированная система обработки данных), все равно они следуют при этом заданному алгоритму (для человека это могут быть инструкция, методика, а для ЭВМ — программа). Важным процессом О.д. является агрегирование, укрупнение их от одной к другой ступени хозяйственной иерархии. Проверка статистических данных, приведение их к сопоставимому виду, сложение, вычитание и другие арифметические операции — тоже процессы О.д. Можно назвать также выборку, отсечение ненужных данных, запоминание, изменение последовательности (упорядочение), классификацию и многие другие. О.д. предшествует во времени принятию решений. Она может производиться эпизодически, периодически (т.е. через заданные промежутки времени), в АСУ — также в реальном масштабе времени. Последнее означает, что О.д. производится с той же скоростью, с какой протекают описываемые ими события, иначе говоря — со скоростью, достаточной для анализа событий и управления их последующим ходом.
[ http://slovar-lopatnikov.ru/]
Тематики
- информационные технологии в целом
- качество служебной информации
- экономика
- электронный обмен информацией
EN
порт пункта назначения
(МСЭ-T G.7041/ Y.1303).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
предварительное сообщение
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
приоритет при отбрасывании
(МСЭ-T G.8010/ Y.1306).
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
процессор для обработки данных
—
[Е.С.Алексеев, А.А.Мячев. Англо-русский толковый словарь по системотехнике ЭВМ. Москва 1993]Тематики
EN
Англо-русский словарь нормативно-технической терминологии > DP
См. также в других словарях:
технологическая задача — 3.30 технологическая задача: Функция или совокупность функций, выполнение которых приводит к результату заданного вида. Источник: СТО 17330282.27.140.010 2008 … Словарь-справочник терминов нормативно-технической документации
технологическая — технологическая время, в течение которого мастика сохраняет способность к нанесению. Источник: Рекомендации: Методические рекомендации по … Словарь-справочник терминов нормативно-технической документации
задача технологической подготовки производства — задача ТПП Законченная часть работ в составе определенной функции технологической подготовки производства [ГОСТ 14.004 83] Тематики технологическая подготовка производства Синонимы задача ТПП … Справочник технического переводчика
задача — 4.50 задача (task): Требование, рекомендация или разрешенное действие, предназначенное для содействия достижению одного или более выходов процесса. Источник … Словарь-справочник терминов нормативно-технической документации
Задача технологической подготовки производства — 7. Задача технологической подготовки производства Задача ТПП Законченная часть работ в составе определенной функции технологической подготовки производства Источник: ГОСТ 14.004 83: Технологическая подготовка производства. Термины и определения… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 14.004-83: Технологическая подготовка производства. Термины и определения основных понятий — Терминология ГОСТ 14.004 83: Технологическая подготовка производства. Термины и определения основных понятий оригинал документа: 49. Автоматизация технологического процесса По ГОСТ 23004 Определения термина из разных документов … Словарь-справочник терминов нормативно-технической документации
автоматизированная технологическая подготовка производства — (планирование технологических процессов) Используется для обозначения программных инструментов, применяемых на стыке систем автоматизированного проектирования (см. CAD) и производства (см. CAM). Задача технологической подготовки по заданной CAD… … Справочник технического переводчика
Украинская технологическая компания «Скиф» — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей … Википедия
Деструкция (искусство) — Образец деструкции (деконструктивизма) в архитектуре, кинотеатр UFA Palast в Дрездене, Coop Himmelb(l)au, 1998 год … Википедия
СТО 17330282.27.140.010-2008: Автоматизированные системы управления технологическими процессами ГЭС и ГАЭС. Условия создания. Нормы и требования — Терминология СТО 17330282.27.140.010 2008: Автоматизированные системы управления технологическими процессами ГЭС и ГАЭС. Условия создания. Нормы и требования: 3.1 автоматизированная система управления технологическим процессом: Система, состоящая … Словарь-справочник терминов нормативно-технической документации
Конструкция (искусство) — Конструкция архитектурная и образная (на примере окна средневекового замка) Эта статья о конструкции в облас … Википедия